
DRIVING FORWARD FOR A SUSTAINABLE FUTURE

Biofuel

Recovered Carbon Black

Syngas

Steel
Welcome to AIRE TECHNOLOGIES
AN ENVIRONMENTAL TECHNOLOGY & DEVELOPMENT COMPANY
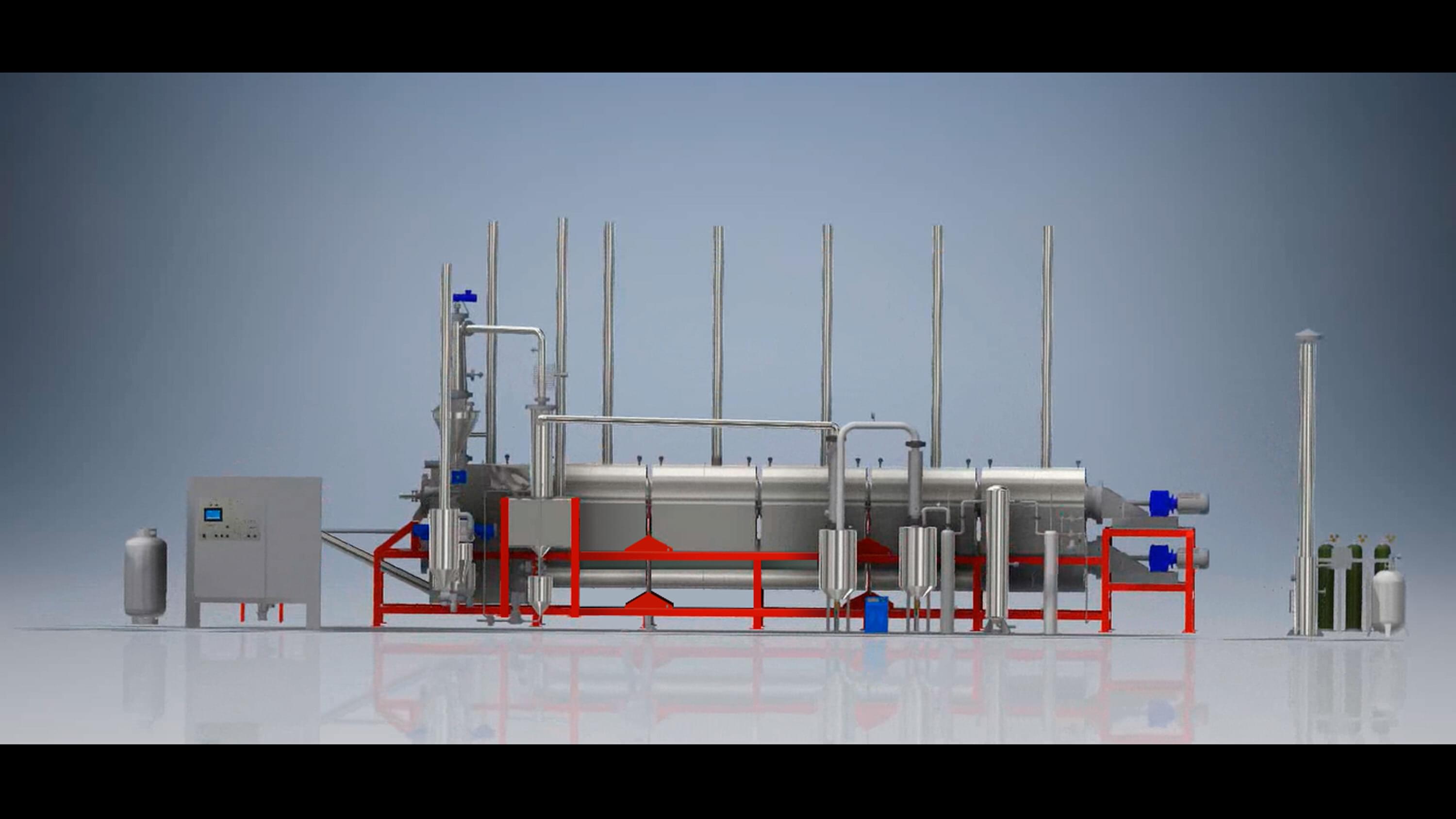
Commercial Scale Pilot System




Pilot System
Our Company
AIRE Technologies is a unique renewable company with a patented process to convert end-of-life tires into valuable industrial commodities.
Renewable Biofuel
The success of our Thermo-Extraction technology is proven with years of laboratory testing, commercial scale pilot system testing, and university chemistry advancements; which enabled AIRE to achieve continuous refinements of liquid biofuels, cleaned ASTM standardized recovered carbon black and self-sustaining syngas.
Our line-system designs are scalable, modular, and robust. Our unique patented process converts end-of-life waste tires into the following industrial commodities:
Renewable Biofuel
Recovered Carbon Black
Syngas
Company Mission
Since 2013 our company has worked to perfect a commercial scale system that can convert an end-of-life tire as a feed-stock that will achieve maximum renewability. The challenge was to have a balance of two high quality industrial commodities as an economic output while creating enough BTU's of energy to self power each line system. It has taken years to complete the balance though R&D and painless testing's to achieve the right combinations. We have also taken into considerations the need for low grid dependency by creating electrical power with the remaining surplus of syngas. Through engineering and Chemistry AIRE has complete the balance with a continuous feed design.
AIRE system uses a vacuum and hydraulic Thermo Extraction conversion technology. All systems and subsystems are automated and centrally controlled via highly advanced programmable logic controls (PLCs). The PLCs allow for the fine-tuning of each individual system and subsystem, ensuring the equipment’s optimal performance and guaranteed production rate and quality output.
The initial process concept was developed back in 1992 by our senior technology design officer; over the last 20 years as modern technology advanced in computer controls, software, sensors, and tire shred technology, we have developed our patented end-of-life tire solution ready for commercial scale.
Our technology has been fully vetted by well recognized U.S. and international credit rated engineering firms, to include patent attorney engineer design reviews, EPC contractors, accredited laboratories, and a chemistry department of a major university.
What We Do
- Create a regional and national green solution, having a positive impact to the environment by reducing Co2 Emissions.
-
Create attractive, sustainable wages in local areas, generating a positive impact to the economic climate.
- Syngas production from operations will allow the capability of powering plants, resulting in low grid dependence.
-
Recover 1.6M ELT's from landfills annually
-
Continued R&D to develop more refined rCB product applications

AIRE System Differentiation
AIRE “Thermo-Extraction System” has a number of unique advantages over peer tire pyrolysis technology:
- Truly continuous tire crumb feeding system for continuous thermal extraction reactor.
- Three stage hydraulic auger reactor with specific temperature ranges of indirect heat for gas and carbon char extraction.
- Preheating of intake feedstock with recovered energy, reduces residence dwell time.
-
Refining of carbon char and distillation of extracted biofuel with recovered energy.
-
Highly efficient separation of solids from thermal gases through cleaning tower with rotating screens.
-
Very tight airlock through vertical torque screw and feedstock serving as a production seal.
System Specification
Annual
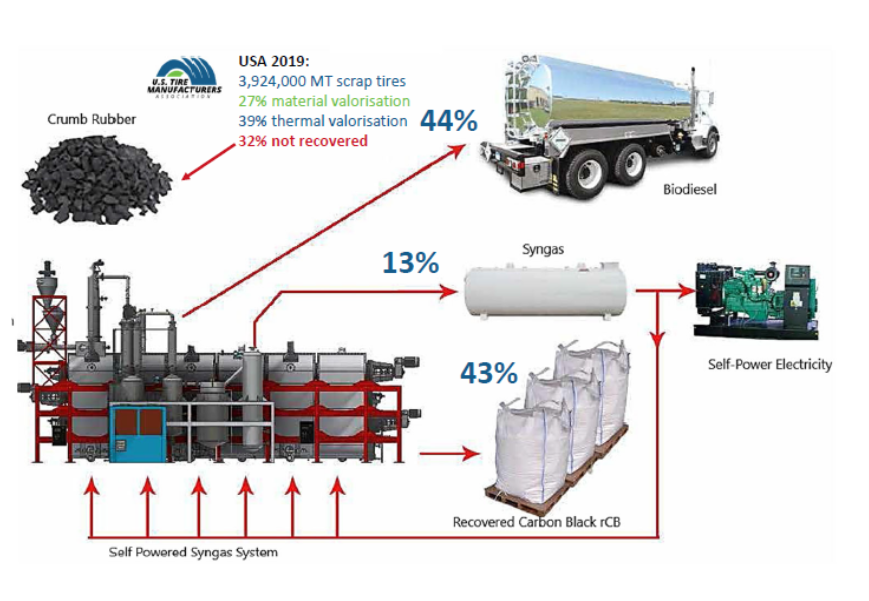
System Breakdown
- 44% Liquid Refined Biodiesel
- 43% Recovered Carbon Black rCB
-
13% Syngas
- 211 Gallons / Hour Biodiesel
-
1,433 Lbs / Hour Recovered Carbon Black rCB
-
8,889 cf / Hour of Syngas
-
6.0 Million BTU's / Hour of Self-Generated Operational Energy
* 1,600,000 End-of-Life Tires Recovered per-line system.
1.6M
Annual ELT Recovered
6,182,000
Annual Gallons of Water Saved
11,700 MT
Annual Co2 Reduction
Applications

Did you know?
For every ton of rCB that is used as a substitute for traditional Carbon Black, CO₂ emissions are reduced by 2.5 tons. One-Line of AIRE systems that creates 4,700 MT of rCB annually can reduce CO₂ by 11,700 Metric Tons and save 6.2 million gallons of clean water.



Tire Life
Average life span of a tire is 5 Years or 70,000 Miles (car tires) 1.8 Billion Worldwide / 300m Million USA [2021] End-of-Life Tires (“ELTs) Estimated 41 Million ELTs Currently in US Landfills (20 Million ELTs in Colorado).
End-of-Life Tires
End-of-life tires historically has been an increasing environmental crisis due to their chemical toxicity, non-biodegradability, inflammability, and water and soil contamination. They are breeding grounds for mosquitoes and vermin, and take up valuable space in landfills. In the last decade technology advancements, government programs, policies and special interest collations have worked together in the United States to diminish overwhelming stock piles and recover End-of-Life Tires.
Recovery Facts
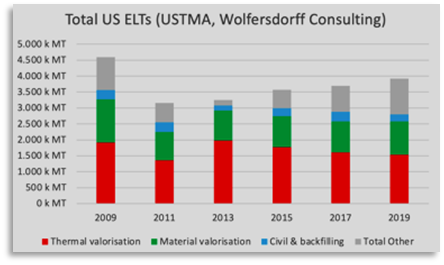
The United States has approximately 3,700 ktpa used tires in which 81% or 2,997 ktpa of ELTs were recovered from a 2017 study. 33% or 1,221 ktpa were recovered in material recovery and 39% or 1,443 ktpa in energy recovery. 9% or 333 ktpa were recovered in civil engineering
or back-filling. 19% or 680 ktpa were recovered in cement kilns. 26% or 931 ktpa were recovered in granulates or mechanical rubber powders (“MRP”). 19% or 703 ktpa were not recovered or were land-filled, stockpiled or are with
unknown whereabouts.
Global ELT Management – A global state of knowledge on collection rates, recovery routes, and
management methods”, Deloitte for World Business Council for Sustainable Development
(WBCSD)
Crumb Rubber
ECHA RESTRICTIONS ON TIRE CRUMB RUBBER
The European Chemicals Agency (ECHA) has submitted a proposal to Ban all use of Rubber granules by 2022 for crumb with particle size < 5 mm. Today , Rubber granules are mainly produced from end of life tires , and a ban would greatly increase the need for alternative recycling methods like AIRE's.
Recyclers who had diverged into product manufacturing could lose their markets and their investments.
The ban would create a massive oversupply of tire material for recycling and no country in Europe or the United States has the capacity to pyrolyze or use the volume for cement kilns.
BIOFUEL
WHY END-OF-LIFE TIRES “RENEWABLE FUELS” ARE CLASSIFIED AS BIOFUEL
Biofuel is any fuel that is derived from biomass—that is, plant or algae material or animal waste. Since such feedstock material can be replenished readily, biofuel is considered to be a source of renewable energy, unlike fossil fuels such as petroleum, coal, and natural gas.
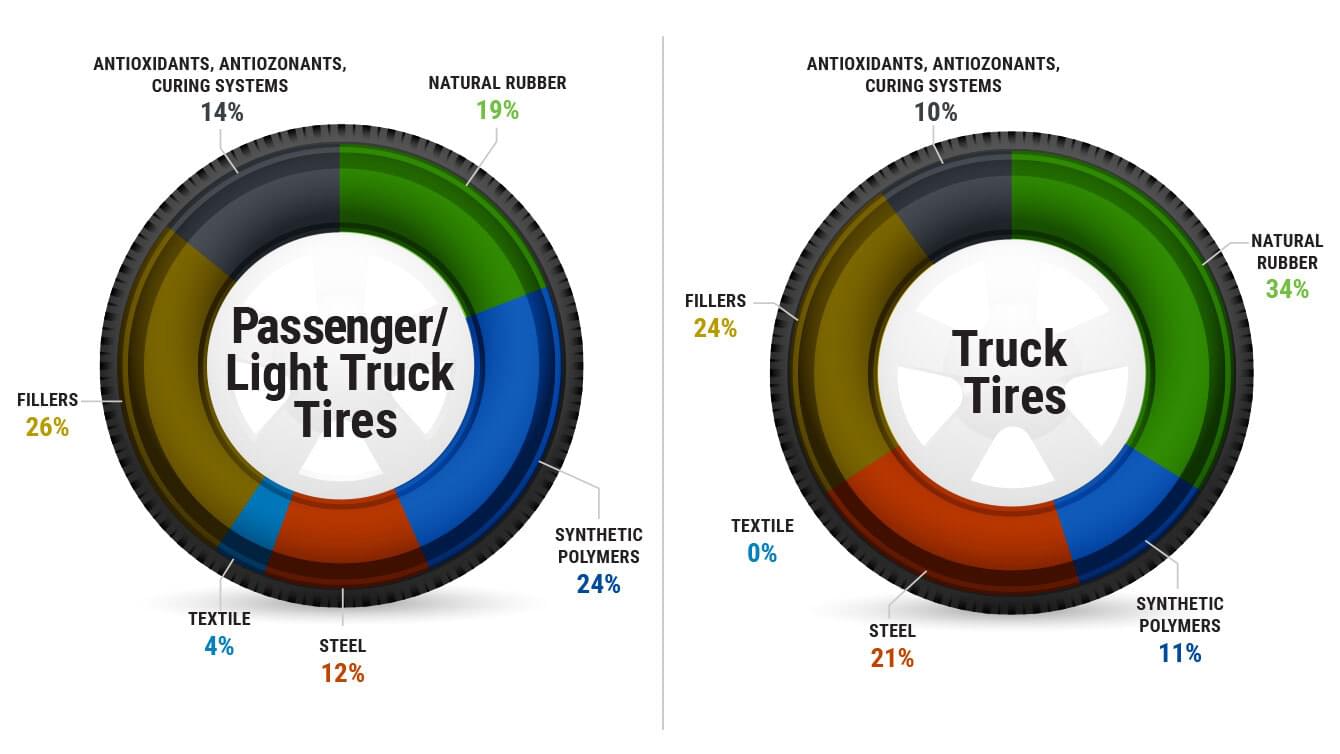
Regarding the above definition, to be considered a Biofuel, it is mandatory that a natural component is present in the tire.
New tires are made partially of natural rubber.
As illustrated below, passenger tires contains 19% natural rubber and truck tires contains 34% natural rubber, which on average represents about 26% natural rubber present in tire crumb.
BIODIESEL BLEND GRADES
Both USA and Europe legislation requires refineries to incorporate biofuels within their fossil fuels.
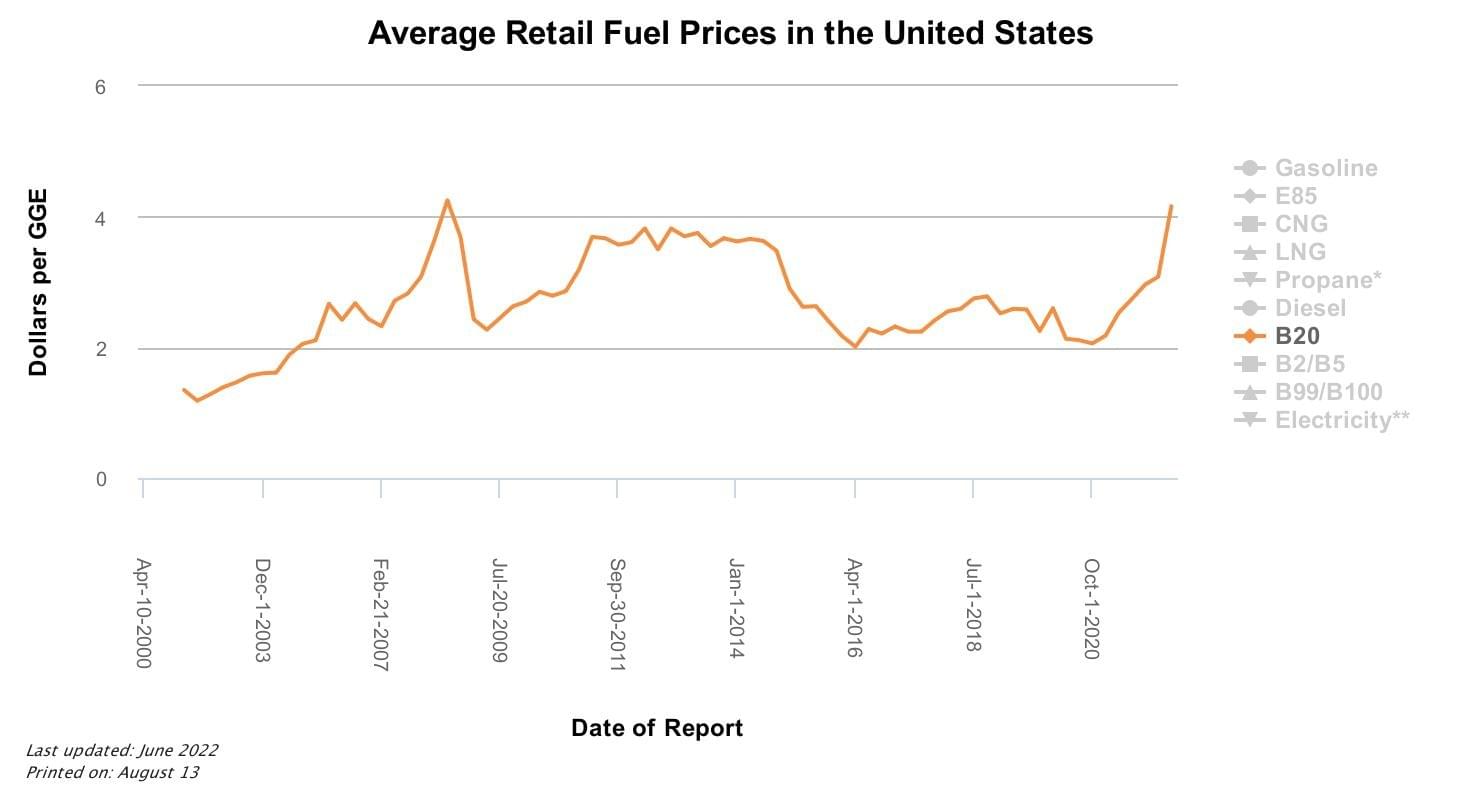
Biodiesel can be blended and used in many different concentrations. The most common are B5 (up to 5% biodiesel) and B20 (6% to 20% biodiesel). B100 (pure biodiesel) is typically used as a blend-stock to produce lower blends and is rarely used as a transportation fuel. B20 is a common blend because it represents a good balance of cost, emissions, cold-weather performance, materials compatibility, and ability to act as a solvent.
Most biodiesel users purchase B20 or lower blends from their normal fuel distributors or from biodiesel marketers. Regulated fleets that use biodiesel blends of 20% or higher qualify for biodiesel fuel use credits under the “Energy Policy Act of 1992”. Generally, B20 and lower-level blends can be used in current engines without modifications. In fact, many diesel engine original equipment manufacturers (OEMs) approve the use of
B20 .
Engines operating on B20 have similar fuel consumption, horsepower, and torque to engines running on petroleum diesel. B20 with 20% biodiesel content will have 1% to 2% less energy per gallon than petroleum diesel, but many B20 users report no noticeable difference in performance. Biodiesel also has some emissions benefits, especially for engines manufactured before 2010. For engines equipped with selective catalytic reduction (SCR) systems, the air quality benefits are the same whether running on biodiesel or petroleum diesel.
Biodiesel is a legally registered fuel and fuel additive with the U.S. Environmental Protection Agency (EPA). The EPA registration is feedstock and process agnostic and includes all biodiesel that meets the ASTM biodiesel specification, ASTM D6751.2.
BIODIESEL PRICE TRENDS
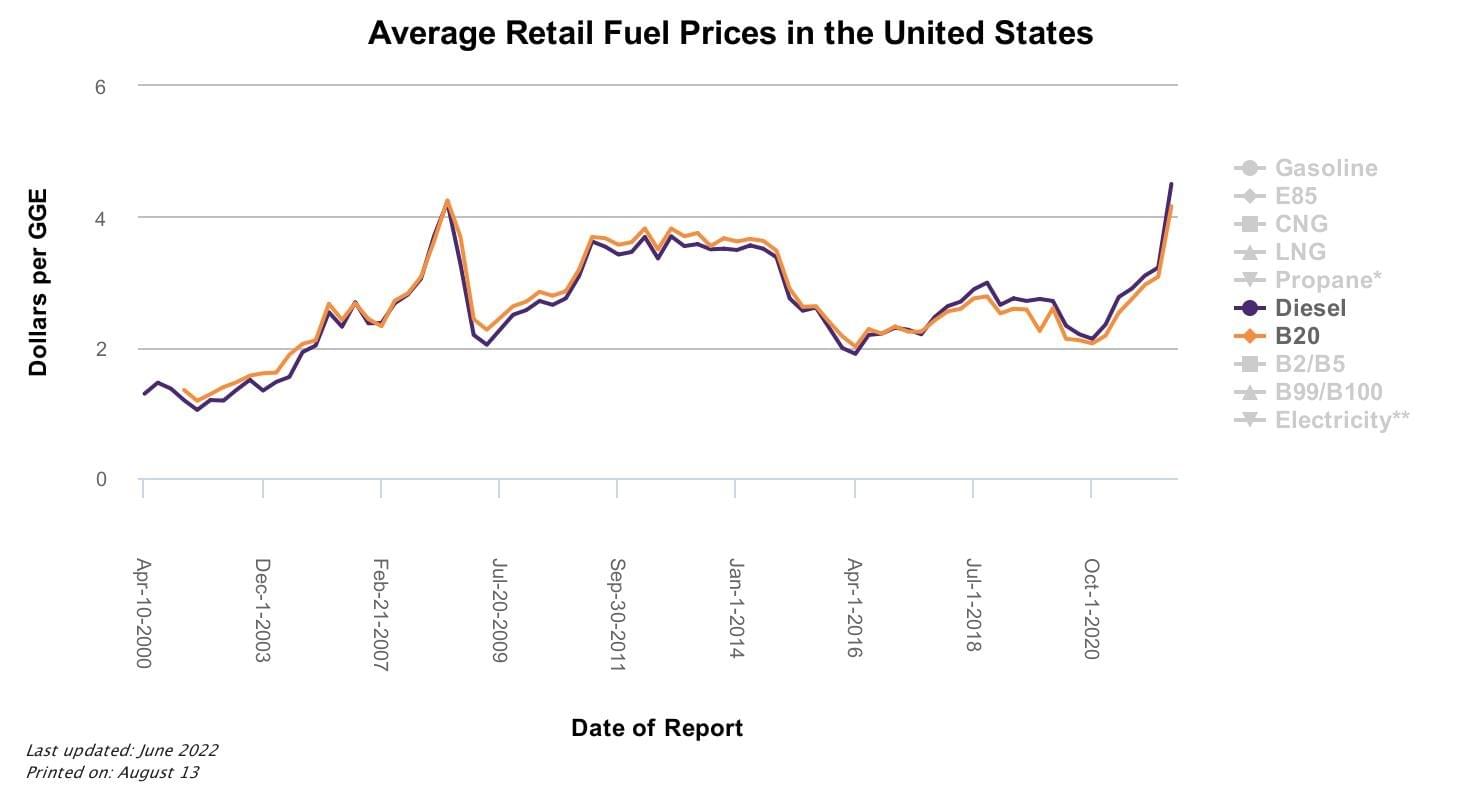
BIOFUEL FORECAST REQUIREMENTS
EPA mandate the use of Renewable Fuels “Biofuels” to be incorporated into Fossil Fuel. The Renewable Fuel Standard (RFS) is a federal program that requires transportation fuel sold in the United States to contain a minimum volume of renewable fuels.
The RFS requires renewable fuel to be blended into transportation fuel in increasing amounts each year, escalating to 36 billion gallons by 2022. Each renewable fuel category in the RFS program must emit lower levels of greenhouse gases (GHGs) relative to the petroleum fuel it replaces.
The U.S. Environmental Protection Agency (EPA) administers the RFS program and establishes the volume requirements for each category based on EISA-legislated volumes and fuel availability. EPA tracks compliance through the Renewable Identification Number (RIN) system, which assigns a RIN to each gallon of renewable fuel.
The volumes required of each obligated party are based on a percentage of its petroleum product sales. Obligated parties can meet their renewable volume obligations (RVOs) by either selling required biofuels volumes or purchasing RINs from parties that exceed their requirements. Failure to meet requirements results in a significant fine.
In “40 CFR Part 80” – published by EPA – Environmental Protection Agency: “RFS – Renewable Fuel Standard Program: Standards for 2020 and Biomass-Based Diesel Volume for 2021, Response to the Remando f the 2016 Standards, and Other Changes” (page 37).
BIOFUEL CATEGORIES
Each year, the RFS program requires the sale of specified volumes of renewable fuels according to the categories below. EISA established life cycle GHG emissions thresholds for each category, requiring a percentage improvement relative to the emissions baseline of the gasoline and diesel they replace.
- Conventional Biofuel: Any fuel derived from starch feedstocks (e.g., corn and grain sorghum). Conventional biofuels produced in plants built after 2007 must demonstrate a 20% reduction in life cycle GHG emissions.
-
Advanced Biofuel: Any fuel derived from cellulosic or advanced feedstocks. This may include sugarcane or sugar beet-based fuels; biodiesel made from vegetable oil or waste grease; renewable diesel co-processed with petroleum; and other biofuels that may exist in the future. Nested within advanced biofuels are two sub-categories: cellulosic biofuel and biomass-based diesel. Both biomass-based diesel and cellulosic biofuel that exceed volumes in their respective categories may be used to meet this category. Fuels in this category must demonstrate a life cycle GHG emissions reduction of 50%.
- Biomass-Based Diesel: A diesel fuel substitute made from renewable feedstocks, including biodiesel and non-ester renewable diesel. Fuels in this category must demonstrate a life cycle GHG emissions reduction of 50%.
- Cellulosic Biofuel: Any fuel derived from cellulose, hemicellulose, or lignin—nonfood-based renewable feedstocks. Fuels in this category must demonstrate a life cycle GHG emissions reduction of at least 60%.
VALUES FOR TERMS IN CALCULATION OF THE PROPOSED 2020 STANDARDS 167
Billion Gallons
Term Description Value
RFVCB ....................................................... Required volume of cellulosic biofuel .......................................................................... 0.54
RFVBBD ..................................................... Required volume of biomass-based diesel .................................................................. 2.43
RFVAB ....................................................... Required volume of advanced biofuel ......................................................................... 5.04
RFVRF ....................................................... Required volume of renewable fuel ............................................................................. 20.04
G ............................................................... Projected volume of gasoline ....................................................................................... 143.49
D ............................................................... Projected volume of diesel ........................................................................................... 57.06
RG ............................................................. Projected volume of renewables in gasoline ............................................................... 14.62
RD ............................................................. Projected volume of renewables in diesel ................................................................... 2.48
GS ............................................................. Projected volume of gasoline for opt-in areas ............................................................. 0
RGS .......................................................... Projected volume of renewables in gasoline for opt-in areas ..................................... 0
DS ............................................................. Projected volume of diesel for opt-in areas ................................................................. 0
RDS .......................................................... Projected volume of renewables in diesel for opt-in areas ......................................... 0
GE ............................................................. Projected volume of gasoline for exempt small refineries ........................................... 0.00
DE ............................................................. Projected volume of diesel for exempt small refineries ............................................... 0.00
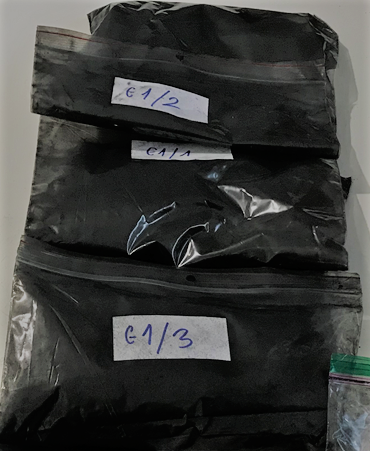
Recovered Carbon Black rCB
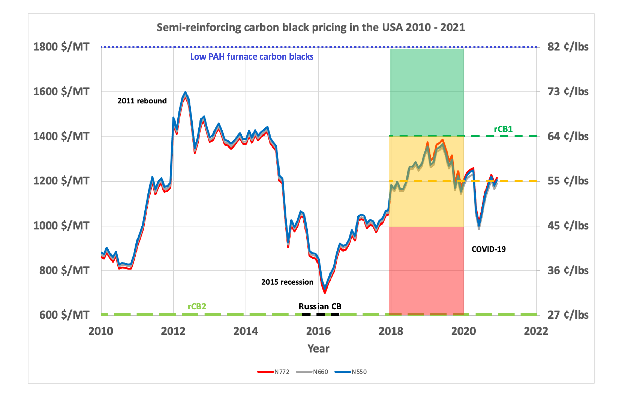
What is Recovered Carbon Black? rCB is an industrial product produced from the pyrolysis of tires. AIRE rCB is a replacement of traditional oil based carbon black that is cleaner to produce and can be applied to the same ASTM grade markets as traditional carbon black such as of N-550, N-772, and N-660. Semi Reinforcing applications for AIRE’s Recovered Carbon Black have a wide range of applications for the Industrial Rubber
Industry, Plastic, as well as the Automotive Industry.
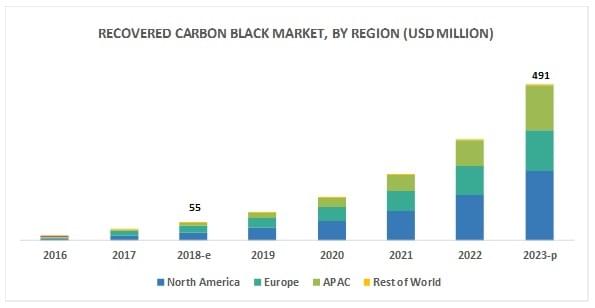
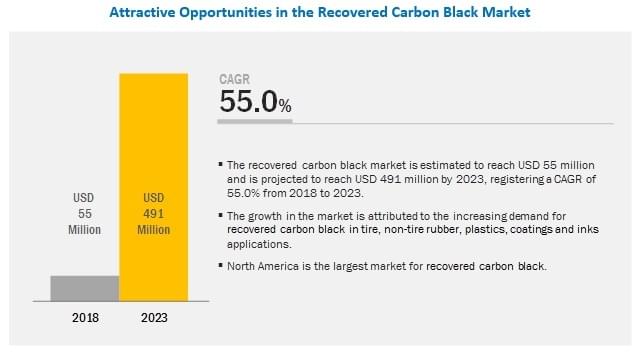
"The “Recovered Carbon Black Market by Application (Tire, Non-Tire, Coatings, Plastics, Printing Ink & Toners, and Others), End Users are (Automotive, Industrial, Printing & Packaging, and Others), Grade of rCB are (Standard Grade, and Specialty Grade)". Recovered carbon black is used in multiple application including reinforcing filler in tires, pigments, ink, plastic and coatings.
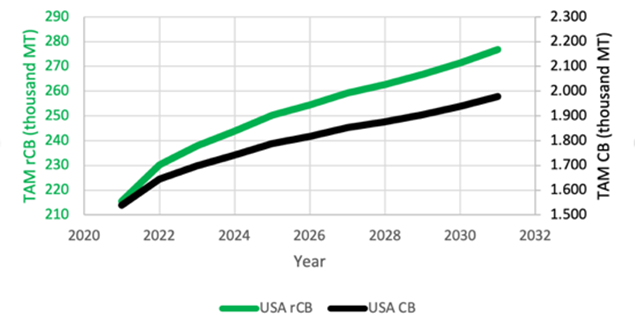
The market size for recovered carbon black is projected to grow from the estimated USD 55 million in 2018 to USD 491 million by 2023, at a compound annual growth rate (CAGR) of 55.0% during the forecast period. Recovered carbon black is widely used as an environmentally-friendly and sustainable reinforcing filler in tire and non-tire rubber products. The growth of the recovered carbon black market is, therefore, directly associated with the growing demand for environmentally-friendly and sustainable reinforcing filler in tire and non-tire rubber applications.
The 2021 post-COVID-19 total demand for carbon black in the USA was estimated at 1.540 million metric tons, including 601 thousand metric tons of “carcass” carbon black grades that can potentially be replaced by recovered carbon black
Notch Consulting „Notch - Carbon Black World Data Book 2019
Syngas
Syngas or synthetic gas, is a gas mixture consisting primarily of hydrogen (H2), carbon monoxide (CO) and very often some carbon dioxide (CO2). Syngas is a building block in chemical industry, which corresponds to 2% of the total primary energy consumption. The largest part of the syngas produced is used for the synthesis of ammonia for fertilizer production (∼55%); the second largest share is the amount of hydrogen from syngas consumed in oil refining processes (22%), and smaller amounts are used for methanol production (12%). Syngas is also used as an intermediate in producing synthetic petroleum.
Syngas is usually a product of gasification and can be produced from many sources, including natural gas, coal and biomass (ELT), by reaction with steam or oxygen. Gasification is the complete thermal breakdown of biomass into a combustible gas, volatiles, char and ash in an enclosed reactor or gasifier. Biomass being used for gasification requires having a moisture content of 20–30%. Pyrolysis decomposes dry biomass into gases (CO, H2, CH4 and CO2 et al.)organic vapours, liquids (tar and oil) and solid carbon (char) at high temperature of 500–700°C. Char and ash are the pyrolysis by-products, which are not vaporized. Some of the char and tars partially combust with oxygen present in air to give heat. This heat enables the other stages of the gasification process to take place. The last step involves both Boudouard reaction and Water–Gas shift reaction which would increase H2 production.

Benefits of Syngas
- Generation of renewable power and heat
- Conversion of a problematic wastes to a useful fuel (ELT)
- Economical onsite power production , low grid dependency
-
Reduction in carbon emissions --CO₂
AIRE systems utilizes the self-sourced syngas to maximize production efficiencies by enabling the system to generate heat with system gas burners for operations, excessive syngas is delivered to generate on-site power production to take the facility off-grid or low-grid.
Through the feedstock preparation of tire shredding and magnetic separation we are able to recover high quality steel that is >97% pure and ready for foundry melting to be made into new products. Tire steel is very strong and durable to withstand the constant strain of driving and adverse temperature changes. The safety requirements for tires is very high and steel is a large part of that construction.
From a manufacturing perspective we are able to pull-out and recover approximately 99% of the steel belts and cord that can be delivered as a renewable source of materials. In every tire manufactured there is 10% steel injected in passenger car tires and 18-20% in truck tires. Annually, we are able to recover 1,450 MT per 1.6M recovered tires that will be recycled.
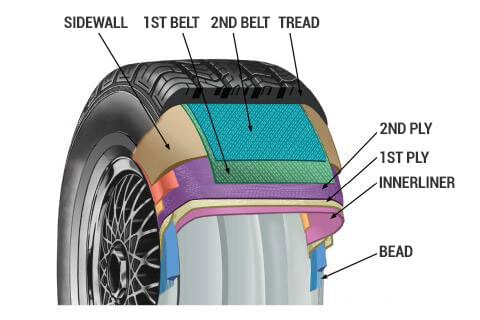
Steel Components of Tires
- Passenger tires: 10-12% steel.
- Truck Tires: 18-21% steel.
- Bead: Tire bead assures an air-tight fit to the wheel and is all steel construction.
-
Belts: Steel Belts provide stability and strength to the tread area of the tire.
Did you know?
Most of the steel used in today’s infrastructure projects is made from recycled metal. Scrap metal is recycled into rebar that finds new life in the construction projects across the US. Steel made with scrap metal uses fewer resources than steel made with iron ore and coal.
90%
Less Raw Materials
74%
Less Energy
40%
Less Water
Process
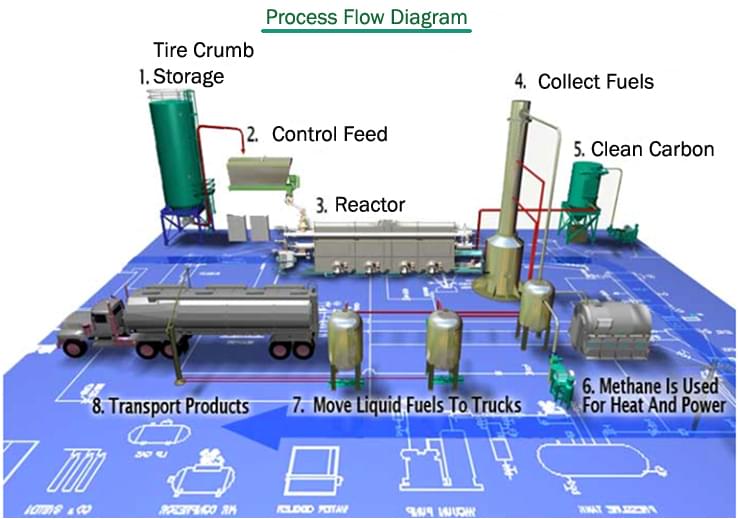
Our Thermo-Extraction technology uses state-of-the-art patented process steps to maximizing system performance and generate biofuel, recovered carbon black rCB, and syngas. There are twelve unique process steps which include the preparation of the feedstock and post shipping of commodities.
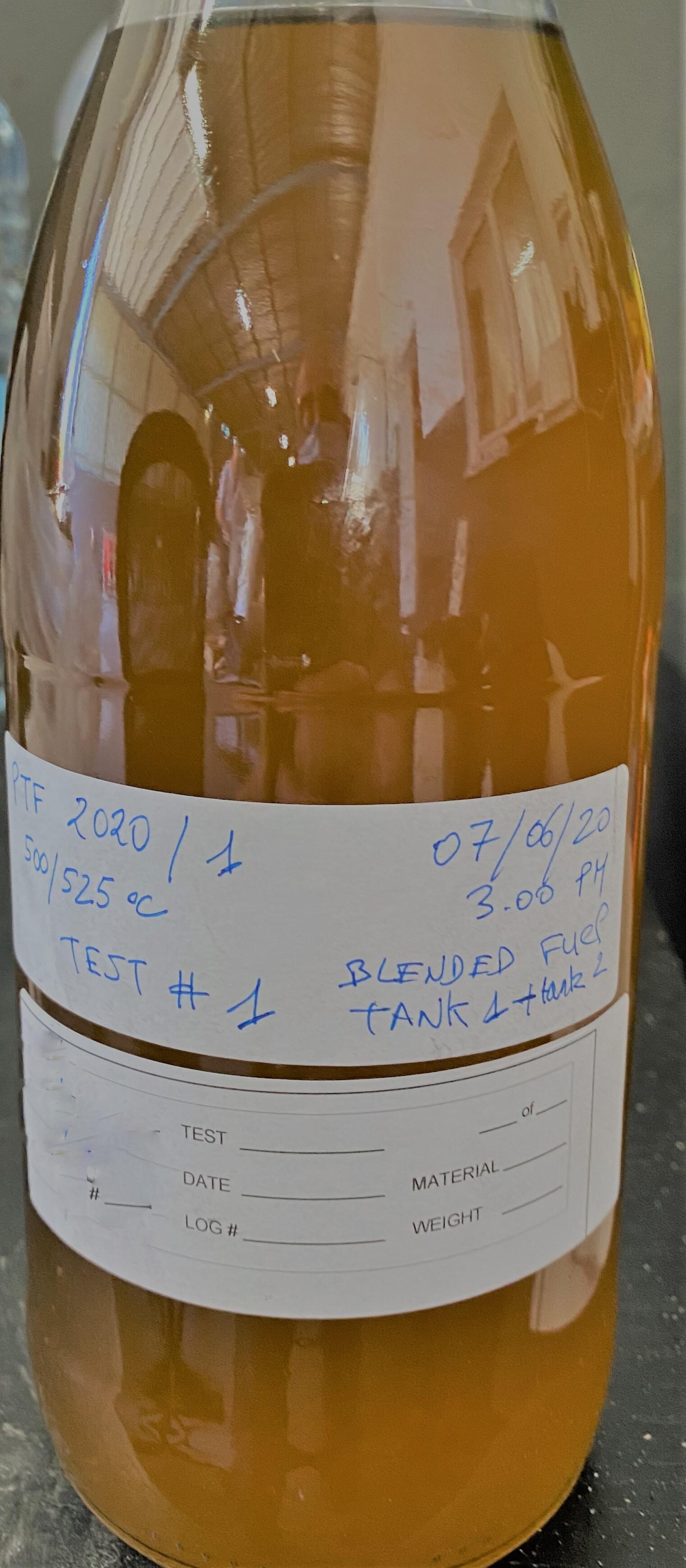
Onsite Laboratory Quality Control
Part of operations at every manufacturing facility AIRE installs onsite laboratories to continuously check, monitor, and certify Biofuel and rCB for standardization and quality control. On a weekly basis, samples will also be sent to a credit rated lab or university for signature certification as a redundancy of quality metrics fro continued operations at the same settings.
AIRE currently has it's own laboratory housed with it's Pilot system to constantly test production metrics that is referred to as a "DOE" Design of Experiment". This process is regulating setting to adjust for timing, pressure, and heat differentials to optimizes settings for large scale construction systems prior to deployment. AIRE system is the only design of its kind to fully optimize two commodity outputs of Biofuel and high quality dry Carbon Char that will be post treated, jet-milled, and pelletized for final product specifications and grading to meet end-buyers product demands.

AIRE Inhouse Laboratory
Biofuel Analysis
rCB Analysis
Sustainability
Renewability Initiative
AIRE Sustainability Goals
AIRE's Company initiative is to join the industry's sustainability and compliment the efforts in place by the US Tire Manufacturers Association (USTMA), by facilitating and helping recover the void of 19% or 703 kpta that are disposed of in the landfills annually.
This is approximately 77-million End-of-Life Tires that make its way to the landfill annually as an unused resource. AIRE also has an initiative to reduce CO2 by leveraging technology and joining others in the industry to create a platform to help close the loop and achieve renewable energy biofuels and Recovered Carbon Black (rCB) that can be used to create new tires and products.
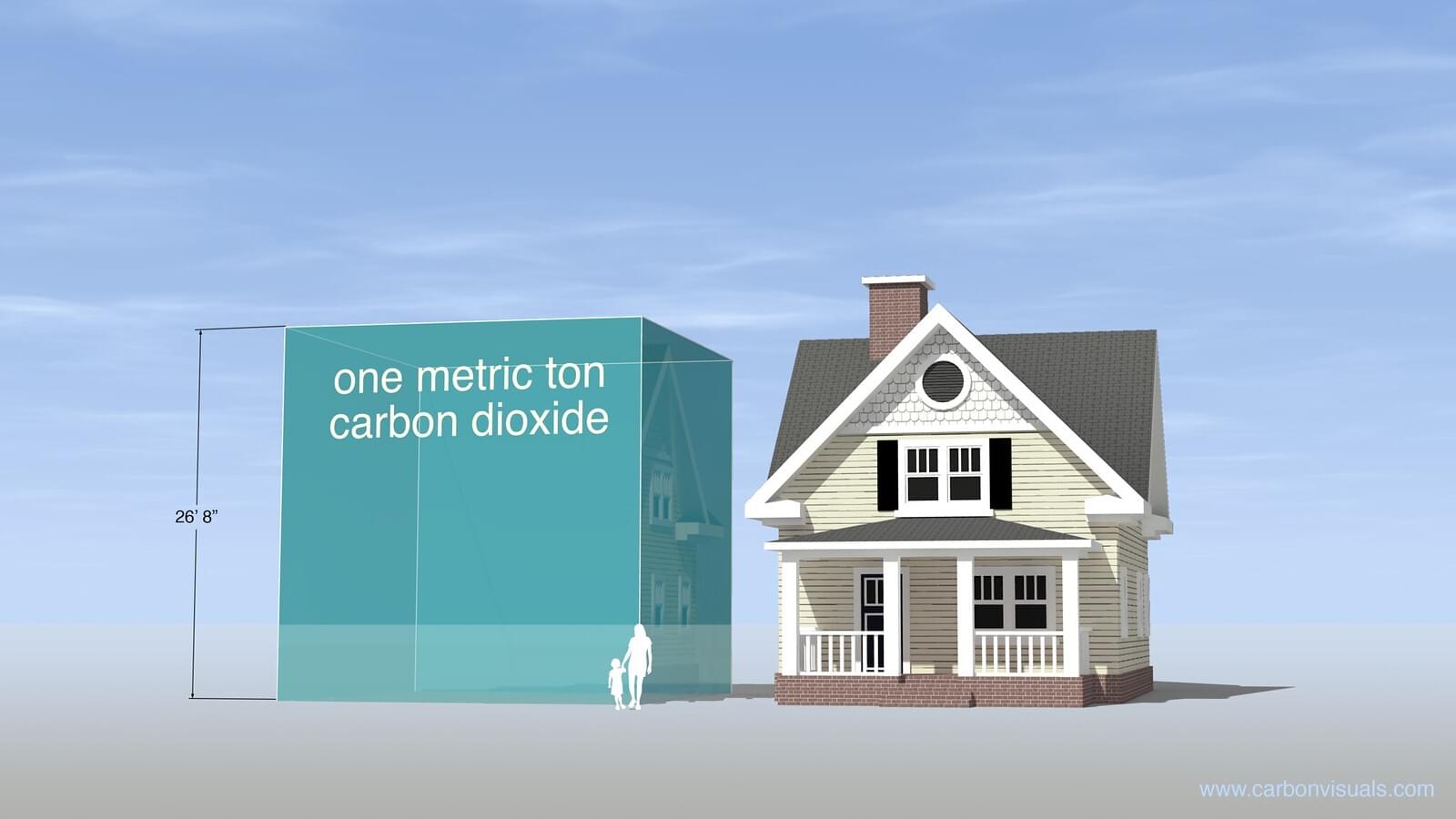
CO₂ Reduction Initiative
To visualize the environmental impact of what a single-line AIRE system could achieve annually, let's take look at what one Metric Ton of CO₂ looks like to scale. Annually, AIRE can replace 9,800 Metric Tons of CO₂ by producing Recovered Carbon Black to replace a portion of traditional Oil-Based Carbon Black.
Serving a larger role AIRE can also help recover the approximate 700 ktpa of ELT's going to the landfills every year. It gets even deeper converting to a recovered carbon black will also save millions of gallons of clean water annually. Currently, for every Metric Ton of Oil Based Carbon Black there is 5 Metric Tons of clean water used in the process. Annually, a system like AIRE's can save over 5 million gallons of water per line and create the same amount of industrial materials.
- CO₂ Reduction: 11,700 MT per-line.
- Recovering ELT from Landfill: Approx 1.6M.
- No Water Used: Saving over 6 million gallons of clean water.
What is CO₂ ?
Carbon Dioxide (CO2) is an important heat-trapping (greenhouse) gas, which is released through human activities such as deforestation and burning fossil fuels, as well as natural processes such as respiration and volcanic eruptions. However, since the beginning of the Industrial Revolution levels have been trending higher, currently we are over 400 PPM and trending up. High levels of CO2 can affect health, breathing, and climate change which can produce powerful storms in the summer from the trapped heat created. It is unsure what damages are to come from the higher levels of Co2, but it important we recognize that as a global community we need to make change, it may be impossible to undo the damage from current levels at the current pace of emissions.
CUSTOM JAVASCRIPT / HTML
TIRE MANUFACTURERS SUSTAINABILITY GOALS
Tire manufacturers are moving aggressively towards only using Renewable materials to manufacture new tires.
The 3 major tire manufacturers: Bridgestone, Continental and Michelin, started in 2020 using renewable materials, and by 2050 only renewable materials will be used in tire industry.

Bridgestone Group Environmental Report 2015; Continental 2017 Sustainability Report; Michelin Ambitions 2020
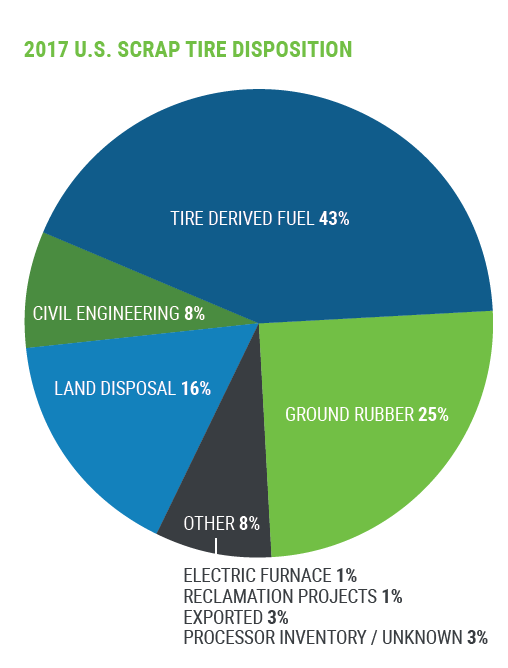
END -OF -LIFE TIRES
ELT MARKETS
Scrap tires are managed in three primary markets, with numerous
smaller markets. The largest markets include:
Scrap tires are managed in three primary markets, with numerous
smaller markets. The largest markets include:
- Tire derived fuel (TDF): is used in cement kilns, pulp and paper mills and utility boilers.
- Ground tire rubber: is used in rubber modified asphalt, landscaping and playground mulch, athletic surfaces, molded and extruded products, automotive parts and many other applications.
- Civil Engineering applications: such as building road embankments, and drainage projects.
USTMA began its End-of-Life tire program in 1990. The management
of ELT's has been a priority for USTMA members for almost
three decades. As part of the program, USTMA works with all
stakeholders, including states, U.S. EPA and the industry to incentive existing markets and uses for End-of Life Tires, develop and
identify new uses and markets, and advance federal and state regulations that foster sustainable ELT markets.
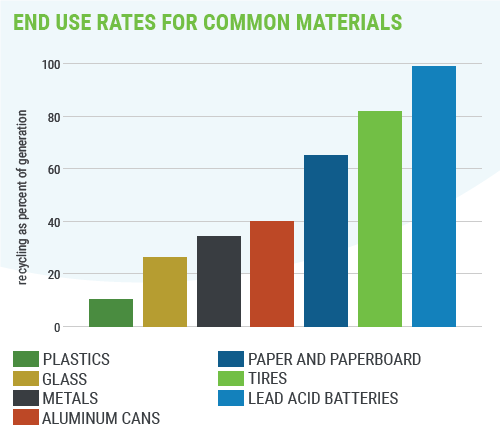
End-of-Life tires are one of the most recycled products in the U.S
ABOUT USTMA
The U.S. Tire Manufacturers Association (USTMA) is the national
trade association for tire manufacturers that produce tires in the
U.S. The 12 member companies operate 56 tire-related manufacturing facilities in 17 states and generate over $27 billion in
annual sales.
They directly support more than a quarter million tire manufacturing U.S. jobs – totaling almost $20 billion in wages. USTMA advances a sustainable tire manufacturing industry through thought leadership and a commitment to science-based public policy advocacy. The member company tire make mobility possible. USTMA members are committed to continuous improvement of the performance of our products, worker and consumer safety and environmental stewardship.

AIRE Technologies Holdings, LLC.
Email: admin@aire1.com
AIRE Technologies, LLC 2024. All Rights Reserved